В области производства реакторов сглаживания постоянного тока активная зона является одним из основных компонентов, и строгость производственного процесса напрямую связана с общей производительностью и стабильностью реактора. Особенно в процессе базового производства ширина сердечника является решающим параметром, который не только влияет на значение индуктивности реактора, но также напрямую влияет на его допустимую токовую нагрузку и является ключом к обеспечению того, чтобы реактор мог работать в соответствии с заранее заданная производительность.
Ширина активной зоны задается не произвольно, а исходя из проектных требований и показателей эффективности реактора и получается путем точного расчета. В этом процессе расчета необходимо всесторонне учитывать множество факторов, таких как номинальный ток, рабочая частота, индуктивность и требования к рассеиванию тепла реактора, чтобы гарантировать, что ширина активной зоны может обеспечить стабильную работу реактора в различных рабочих условиях. В то же время ширина сердечника также должна соответствовать общему проектному плану, включая метод намотки катушки, конструктивную схему основания и т. д., чтобы достичь наилучшей производительности.
Чтобы обеспечить плотное прилегание и равномерное распределение между слоями сердцевины, а также улучшить консистенцию и стабильность продукта, сердцевину обычно изготавливают путем штабелирования и штамповки с помощью точных машин и оборудования. Этот процесс не только обеспечивает точность размера сердцевины, но также формирует плотную и стабильную структуру внутри сердцевины путем укладки слой за слоем. В процессе укладки оборудование машины автоматически регулирует силу и угол пробивки в соответствии с заданной программой и параметрами, чтобы обеспечить идеальный эффект подгонки каждого слоя сердцевины.
Качество изготовления сердечника напрямую определяет величину индуктивности реактора. Величина индуктивности является одним из важных показателей работоспособности реактора, отражающим устойчивость реактора к переменному току. Точный контроль ширины сердечника может гарантировать, что значение индуктивности соответствует проектным требованиям, чтобы играть ожидаемую роль фильтрации и стабилизации напряжения в цепи. В то же время плотное прилегание и равномерное распределение активной зоны также помогают улучшить пропускную способность реактора по току, чтобы он мог сохранять стабильную производительность в условиях высоких нагрузок.
Кроме того, процесс изготовления активной зоны также влияет на характеристики рассеивания тепла реактора. В ходе работы реактора будет выделяться определенное количество тепла. Если активная зона сделана неплотно или неравномерно распределена, это может привести к локальному накоплению тепла, что повлияет на нормальную работу реактора. Железный сердечник, изготовленный методом точной машинной укладки и штамповки, может эффективно повысить эффективность рассеивания тепла реактора и продлить срок его службы.
Процесс изготовления Сглаживающий реактор постоянного тока Железный сердечник – это очень точная и сложная задача. Точный расчет и подбор ширины железного сердечника, применение прецизионного машинного процесса укладки и штамповки, а также глубокое влияние производства железного сердечника на производительность реактора — все это отражает строгость и важность этого процесса. Только обеспечив соответствие каждого звена производства железных сердечников стандартным требованиям, можно изготовить сглаживающий реактор постоянного тока с превосходными характеристиками и надежным качеством, обеспечивающий надежную гарантию стабильной работы энергосистемы и повышение эффективности использования энергии.
 Язык
Язык 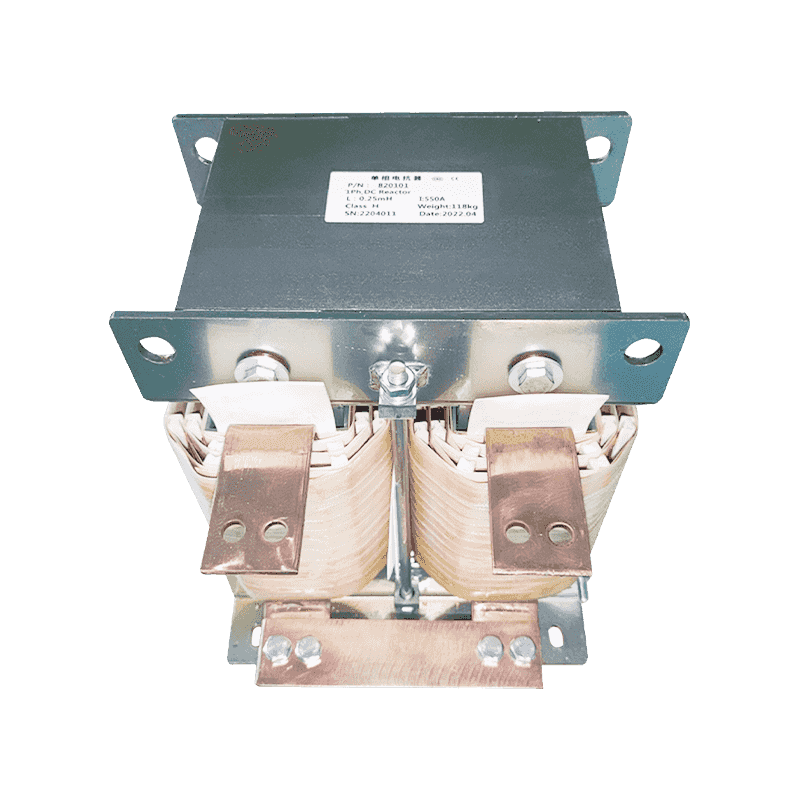











Связаться с нами